![]()
 服務(wù)熱線:138 2720 7873
服務(wù)熱線:138 2720 7873
您好,歡迎您訪問阿修羅喇叭網(wǎng)(東莞)科技有限公司官方網(wǎng)站!
![]() 服務(wù)熱線:138 2720 7873
服務(wù)熱線:138 2720 7873
")
東莞市兩房電子科技有限公司
聯(lián)系人:張先生
手 機(jī):13827207873
電 話:0769-81821189 銷售部
郵 箱:brui168@163.com
網(wǎng) 址:m.www926h.com
地 址:東莞市茶山鎮(zhèn)南社工業(yè)區(qū)同富達(dá)工業(yè)園A棟
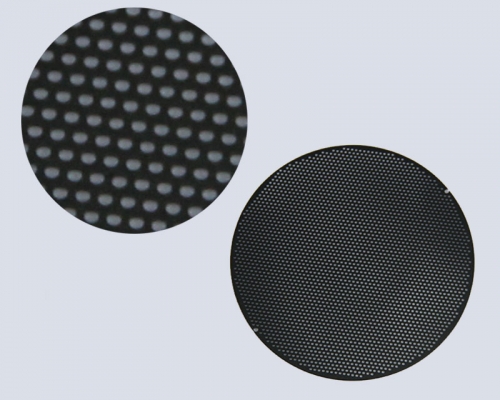
塑膠喇叭網(wǎng)模具產(chǎn)品中間難走膠的原因可能涉及多個方面,以下是對此問題的詳細(xì)分析:
一、模具設(shè)計因素
澆口設(shè)計不當(dāng):澆口是熔膠進(jìn)入模具型腔的通道,其大小、位置和形狀直接影響熔膠的流動。如果澆口設(shè)計過小、位置偏離或形狀不合理,都會導(dǎo)致熔膠在中間部分流動困難,造成走膠不暢。
流道設(shè)計不合理:流道負(fù)責(zé)將熔膠從注塑機(jī)輸送到模具的各個部位。如果流道設(shè)計過窄、過長或存在過多的轉(zhuǎn)角和急彎,都會增加熔膠流動的阻力,導(dǎo)致中間部分走膠困難。
模具溫度控制不當(dāng):模具溫度是影響熔膠流動性的重要因素。如果模具溫度過低,熔膠的流動性會下降,難以充滿整個型腔;如果模具溫度分布不均,也會導(dǎo)致中間部分走膠困難。
模具")
二、注塑工藝因素
注射壓力不足:注射壓力是推動熔膠在模具中流動的主要動力。如果注射壓力不足,熔膠無法克服流動阻力,達(dá)到模具的每一個角落,從而造成中間部分走膠不暢。
注射速度過慢:注射速度也是影響熔膠流動性的關(guān)鍵因素。過慢的注射速度會使熔膠在流動過程中過早冷卻,降低其流動性,導(dǎo)致中間部分走膠困難。
熔膠溫度控制不當(dāng):熔膠溫度是影響其流動性的直接因素。如果熔膠溫度過低,其流動性會下降;如果溫度過高,則會導(dǎo)致熔膠分解或產(chǎn)生氣泡等缺陷。因此,要嚴(yán)格控制熔膠溫度,以確保其具有良好的流動性。
三、材料因素
材料流動性差:不同種類的塑膠材料具有不同的流動性。如果所選用的材料流動性較差,就難以在模具中順暢流動,導(dǎo)致中間部分走膠困難。
綜上所述,塑膠喇叭網(wǎng)模具產(chǎn)品中間難走膠的原因可能涉及模具設(shè)計、注塑工藝和材料等多個方面。為了解決這個問題,需要從這些方面入手進(jìn)行綜合分析和優(yōu)化調(diào)整。
 在線咨詢
在線咨詢